
قیمت ورق استنلس استیل؛ واردات و عرضه انواع ورق استیل صنعتی و ورق استنلس استیل در گرید، ضخامت و ابعاد متفاوت. تلفن: 02133915222
فهرست موضوعات
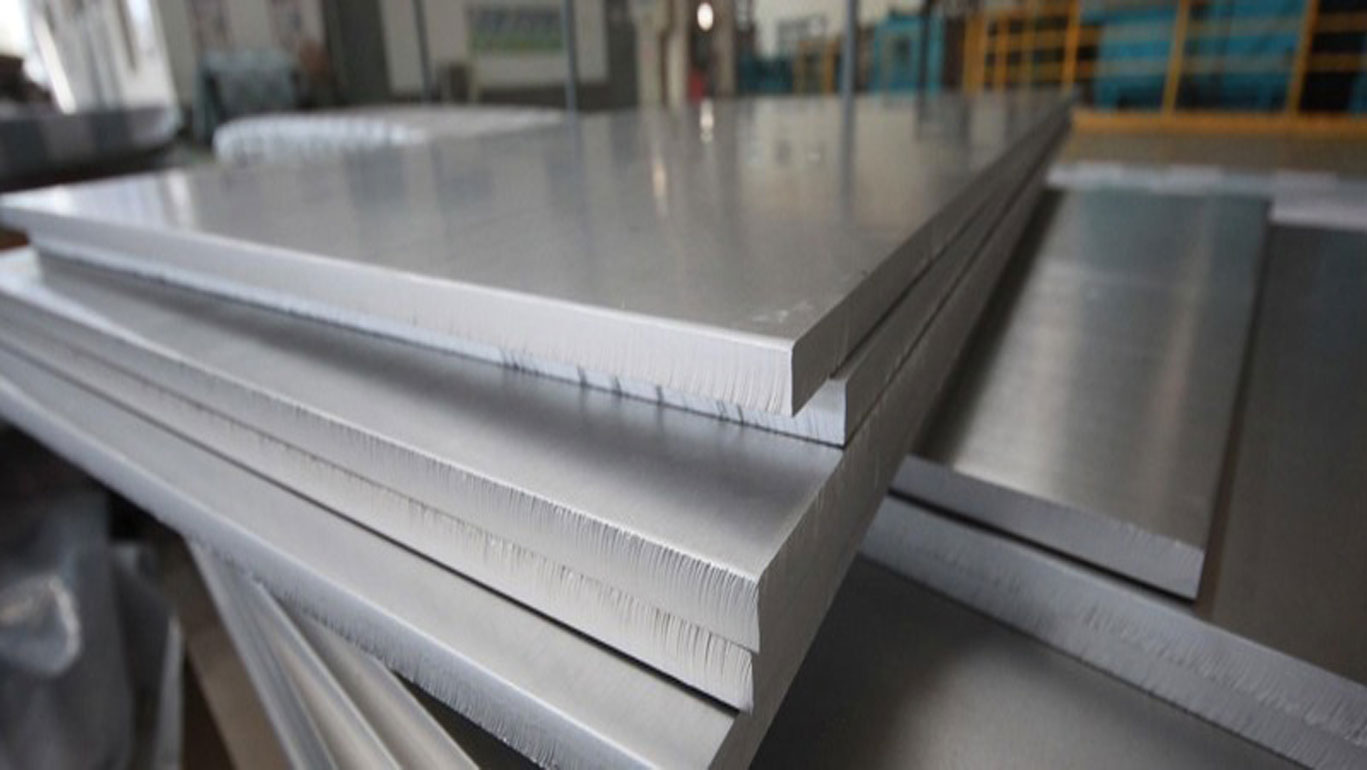
ورق استیل سوپر آستنیتی
استیل سوپرآستنیتی آلیاژی با ساختار مرکز سطوح پر و عناصر آلیاژی بالا می باشد که حاوی مقداری از عناصر جانشین مانند کروم، مولیبدن، نیتروژن و مقدار لازم نیکل برای پایدار ساختن ریز ساختار کاملاً آستنیتی هستند. این آلیاژ بر اساس مقدار مولیبدن دسته بندی می شود و معمولاً مقدار مولیبدن آن 4.5 تا 7 درصد است. افزودن 0.3 تا 0.5 درصد نیتروژن استحکام تسلیم دو برابر استنلس استیل معمولی را ایجاد می کند. درصد بالای نیکل (18 تا 31 درصد) به همراه درصد بالای کروم و مولیبدن به آلیاژها مقاومت به خوردگی تنشی فوق العاده می دهد. مس به برخی از آلیاژها افزوده شده تا مقاومت به محیط کاهنده مانند اسید فسفریک داغ، اسید استیک و اسید سولفوریک رقیق را افزایش دهد.
استیل سوپر آستنیتی با 4.5% مولیبدن
استنلس استیل آستنیتی با 4.5 درصد مولیبدن مقاومت مناسبی را به خوردگی در آب دریا به عنوان سیستم لوله کشی از خود نشان داده اند. این استیل، جوشپذیری و کارپذیری مناسبی داشته و به شکل های مختلف مانند لوله و ورق در دسترس هستند. مقدار نیتروژن در محدوده 0.4 تا 0.5 درصد مقاومت خوبی را در برابر حفره دار شدن و خوردگی شیاری دارند. درصد بالای نیکل (25%) و مولیبدن (4.5%) مقاومت خوبی را در برابر خوردگی تنشی کلریدی نشان می دهد. همچنین مقاومت به خوردگی بین دانه ای خوبی از خود نشان می دهد. کلر زنی برای کنترل تخریب میکروبیولوژیکی برای کاهش خوردگی زیر رسوبات ضروری می باشد. سطوح فلنج و واشر دار در آب های شور و دریا در معرض خوردگی شیاری قرار دارند.
استیل سوپر آستنیتی با 6 درصد مولیبدن
استیل سوپر آستنیتی با 6 درصد مولیبدن در صنایع شیمیایی به خوبی شناخته شده می باشند. این آلیاژ دارای 20 درصد کروم، 18 الی 25 درصد نیکل و بیش از 0.1 درصد نیتروژن است. افزودن نیتروژن منجر به بهبود استحکام، تثبیت ساختار آستنیت و بهبود مقاومت به خوردگی حفره دار شدن است. استیل سوپر آستنیتی با 6 % مولیبدن چقرمگی و شکل پذیری بسیار خوب استیل آستنیتی سری 300 را از خود نشان می دهد. استیل سوپر آستنیتی با 6 درصد مولیبدن، اشکال و کدهای ASTM/ASME آن ها به همراه لیست ترکیبات آن ها در جداول زیر در کنار ورق استیل 304 و 316 آورده شده است.
|
ترکیب نامی استیل سوپرآستنیتی به همراه استیل 304 و 316 |
|||||||
|
UNS |
آلیاژ |
C |
Cr |
Ni |
Mo |
N |
سایر |
|
S30400 |
304 |
0.03 |
18 |
8 |
— |
— |
— |
|
S31600 |
316 |
0.03 |
17 |
12 |
2.5 |
— |
— |
|
S31254 |
254SMO |
0.02 |
20.0 |
18 |
6.2 |
0.2 |
0.75Cu |
|
N08367 |
AL-6XN 1925hMo |
0.02 |
21 |
24.5 |
6.5 |
0.2 |
0.75Cu, max |
|
N08926 |
25-6 MO |
0.01 |
20 |
25 |
6.5 |
0.2 |
1.1Cu |
|
N08366 |
AL-6X |
0.018 |
21 |
24.5 |
6.5 |
|
1.39Mn, 0.41Si |
|
مشخصات ASTM/ASME برای اشکال مختلف AL-6XN N08367 |
|||||||
|
نام آلیاژ |
UNS |
ورق، پلیت و نوار |
لوله مبدل حرارتی |
لوله |
فورجینگ ها |
اتصالات |
میله، تیر و سیم |
|
AL-6XN |
N08367 |
A 240, B/ |
A/SA 249 |
A312; B/ |
B/SB564, |
B462 |
B/SB691 |
اگرچه تفاوت ترکیب شیمیایی، سه آلیاژ سوپر آستنیتی 6% Mo با UNS متفاوت (UNS S31254, N08367, and N08926) را پدید آورده اما این فلزات برای بسیاری از کاربردها، مقاومت به خوردگی یکسانی دارند و به عنوان جایگزین یکدیگر مورد استفاده قرار می گیرند. درصد آهن استیل سوپرآستنیتی کمتر از 50 درصد بوده و بنابراین آلیاژهای این دسته به جز 254 SMO در محدوده فولادها، ورق استیل و آلیاژهای مربوطه ASTM قرار نمی گیرند. اخیرا آلیاژهای 6 درصد مولیبدن با فولادهای N08031 ،S32050 و B26(UR B36) متحول شده اند که استیل سوپرآستنیتی حاوی 25% Ni، 20% Cr و 0.2 درصد نیتروژن هستند. نوعی از استیل 6Mo با 25 درصد نیکل مزیت هایی بر ورق استیل 6Mo با 18 درصد نیکل دارد. برخی از این مزایا عبارتند از:
- بهبود پایداری آستنیت
- بهبود مقاومت به خوردگی تنشی
- بهبود پسیو شدن
- تشکیل آهسته تر رسوبات، حتی در محدوده دمایی 700 تا 1000 درجه
- کاهش سینتیک حساس شدن
مقاومت به خوردگی استیل سوپرآستنیتی
در کل، استیل سوپرآستنیتی پرآلیاژ مقاومت عالی را در برابر خوردگی، حفره دار شدن، خوردگی شیاری و SCC نشان می دهند. استیل سوپرآستنیتی با 6 درصد عنصر مولیبدن در برابر خوردگی های موضعی و تنشی در محیط اکسید کننده کلریدی، محلول های حاوی کلرید-سولفید و طیف وسیعی از فرآیندهای شیمیایی مقاومت می کنند. آن ها به طور گسترده در کاربردهای خشن در آب دریا مورد استفاده قرار می گیرند. عملکرد استیل سوپرآستنیتی با 6 درصد مولیبدن مابین استنلس استیل 316 و 317 و آلیاژهای پایه نیکل 625 و C-276 قرار می گیرد. برخی از آلیاژها به منظور مقاومت به برخی از محیط های خورنده، حاوی مقدار اضافی مس می باشند که مقاومت آن ها را به طور کلی در برابر اسیدها ارتقا می دهد. استیل کاملاً آستنیتی با 6 درصد عنصر مولیبدن با مقدار Cr + Mo بالا شناسایی می شوند و PRE آن ها به شکل زیر محاسبه می شود:
PREN=%Cr+3.3(%Mo)+30(%N)
عدد PRE در تمام آلیاژها از 35 بیش تر است. مقاومت به حفره دار شدن برای استیل سوپر آستنیتی در جدول زیر نمایش داده شده است.
|
عدد مقاومت به حفره دار شدن برای برخی از استیل سوپرآستنیتی |
|||||
|
|
|
ترکیب مورد نیاز برای محاسبه PREN |
|
||
|
آلیاژ |
UNS |
Cr |
Mo |
N2 |
PREN |
|
S31254 |
254SMO |
20.0 |
6.2 |
0.2 |
46.46 |
|
N08367 |
AL-6XN /1925hMo |
21 |
6.5 |
0.2 |
45.65 |
|
N08926 |
25-6 MO |
20.5 |
6.5 |
0.2 |
45.15 |
|
N08366 |
AL-6X |
21 |
6.5 |
— |
42.45 |
|
S31277 |
27-7Mo |
22 |
7.2 |
0.35 |
57.26 |
کاربرد استیل سوپرآستنیتی
در صنایع فرآیندی، استنلس استیل با 6 درصد مولیبدن جانشین استیل معمولی شده اند که در اثر حفره دار شدن، خوردگی شیاری و خوردگی تنشی کلریدی تخریب شده اند. آن ها به طور گسترده در صنایع فرا ساحلی و نمک زدایی، حمل و نقل آب دریا، صنایع کلر و رنگبری، صنایع خمیر و کاغذ و واحد های گوگرد زدایی مورد استفاده قرار می گیرد. تجهیزاتی که از استیل آستنیتی با 6 درصد مولیبدن ساخته شده اند، شامل مخازن تحت فشار، ستون ها، کندانسورهای خنک شونده با آب دریا، اواپوراتور، مبدل های حرارتی، کریستالایزرها، پمپ ها، لوله کشی می شوند.
جوشکاری استیل سوپرآستنیتی
در کل، استیل سوپر آستنیتی با 6 درصد مولیبدن جوش پذیری خوبی دارد. موضوع اصلی در هنگام استفاده از استیل سوپرفریتی مقاومت به خوردگی کافی در جوش ها است. در هنگام جوشکاری، باید توجه خاصی به پدیده های زیر داشت:
1- ترک داغ
2- ریز جدایش عنصری
3- رسوب فازهای بین فلزی
از آنجایی که مقدار کروم آلیاژهای 6% Mo کم است (<0.03%) خطر رسوب کاربید کروم در مرز دانه های ناحیه HAZ و در نتیجه حساسیت به خوردگی بین دانه ای قابل چشم پوشی است.
فرآیندهای جوشکاری استیل سوپرآستنیتی
مهمترین فرآیندهای جوشکاری مورد استفاده SMAW و GTAW اتوماتیک و دستی با فلز پرکننده هستند. فرآیند GTAW بدون فلز پر کننده باید تنها در مواردی استفاده شودکه عملیات حرارتی آنیل محلول سازی ثانویه انجام می گیرد. فرآیند های GMAW، SAW و PAW اتوماتیک با فلز پرکننده نیز مورد استفاده قرار می گیرند. برای جوشکاری فولاد آستنیتی 6% Mo باید موارد زیر را در نظر داشت:
1- استفاده از فلزات پر کننده که به اندازه کافی با مولیبدن آلیاژ شده به گونه ای است که جوش ها نسبت به فلز پایه مقاومت به خوردگی بیشتری دارند (فلز پر کننده ای که معمولا مورد استفاده قرار می گیرد آلیاژ 352 با 9 درصد مولیبدن است).
2- اطمینان از تمیز بودن سطح قبل و پس از جوشکاری
3- اطمینان از محافظت کافی هنگام جوشکاری
4- محدود کردن حرارت ورودی و اندازه جوش برای پرهیز از ترک گرم فلز جوش
عملیات حرارتی پس از جوشکاری استیل سوپرآستنیتی
اگر آلیاژهای سوپر آستنیتی 6% Mo نیاز به آنیل یا تنش زدایی داشته باشند، آنها باید آنیل کامل شده و در آب کوئنچ شود. آنیل محلول سازی در دمای 1150 تا 1250 درجه به همراه کوئنچ معمولا استفاده می شود؛ این به یکنواخت کردن خواص محل اتصال جوش کمک خواهد کرد. عملیات حرارتی که در آن استیل 6% Mo در محدوده دمایی (705-1040°C) قرار می گیرد، آلیاژ را در معرض رسوب فاز سیگما، کاهش مقاومت به خوردگی و چقرمگی قرار خواهد داد. بر اساس ترکیب آلیاژ، تنش زدایی در دمای حداکثر 600°C برای چند ساعت، ممکن است در موارد خاص مورد استفاده قرار گیرد. در تمام موارد، سازنده باید از پیشنهادات تولید کننده استفاده کند.
مقاومت به خوردگی جوش استیل سوپر آستنیتی
عواملی که منجر به کاهش مقاومت به خوردگی جوش ورق استیل سوپرآستنیتی می شوند و اقدامات لازم جهت غلبه بر آن ها عبارتند از:
1- ریز جدایش مولیبدن در نواحی موضعی که معمولا هنگامی که از فرآیند GTAW اتوماتیک استفاده می شود، رخ می دهد.
2- نواحی ترکیب نشده. حرارت ورودی جوشکاری بالا می تواند نوارهایی از فلز پایه را در مناطق مجاور خط ذوب ایجاد کند، که ذوب شده اند اما با فلز پرکننده ترکیب نشده اند. این مشکل با کنترل حرارت ورودی و جلوگیری از سوختگی جوش برطرف می شود.
3- شیار ها، ترک ها و ریزدرزها. مناطق خوردگی شیاری می توانند در ابتدا یا انتهای پاس های جوشکاری، بین پاس های جوشکاری یا زیر قطرات جوش ایجاد شوند.
4- حساس شدن و رسوب کاربید. آلیاژهای با مقدار کربن کم (<0.02%) این مشکل را ندارند. افزایش مقدار مولیبدن و نیتروژن مقدار کربن یا حرارت ورودی قابل تحمل را افزایش می دهد.
5- رسوب فازهای بین فلزی مانند فازهای سیگما و چی.
6- آلودگی های سطحی که می توان آن را با ساینده ها یا اسیدشویی یا حلال های مناسب از بین برد.
7- پوسته های اکسید سطحی یا رنگ که با فرآیند پوسته زدایی برطرف نشده اند.
8- ترکیب گاز محافظ. افزودن نیتروژن به اندازه 3 تا 5 درصد حجمی به مشعل و گاز های پشتی مقاومت به خوردگی را بهبود می بخشد.
9- برای بهینه ساختن مقاومت به خوردگی در فلز جوش به خصوص در جوشکاری ماشینی باید این اقدامات انجام گیرد: آنیل پس از جوشکاری، تمیز کاری سطح پس از جوشکاری، اسید شویی برای بهبود مقاومت به خوردگی و پسیو کردن سطح.
منبع: شرکت پاکمن